MBR Technology
MBR technology relates to the sector of composite separation membranes, mainly obtains a PVDF reinforced hollow fiber membrane bio-reactor (MBR membrane) with high strength, anti-stripping/anti-peeling, super hydrophilic, and gradient pore structure.
Types Of Hollow Fiber Membrane Bio-reactor
With the continual improvement of industrialization and therefore the deterioration of the standard of varied water sources, Good chemical stability, high mechanical strength, and powerful anti-pollution ability became increasingly common requirements for the performance of membrane separation materials.
At present, hollow fiber membrane bio-reactor have occupied obvious advantages in global membrane bioreactor(MBR) engineering applications. the kinds of hollow fiber membrane bioreactor(MBR) are mainly homogeneous solid PVDF hollow fiber MBR and reinforced PVDF composite hollow fiber MBR. First of all, thanks to insufficient strength, a homogeneous solid PVDF membrane has the disadvantages that the membrane fibers are frequently broken and difficult to repair during operation, which can cause poor effluent quality and very short service life. Therefore, the braided tube reinforced PVDF composite hollow fiber MBR is developed for the high mechanical strength required by the MBR process, which completely solved the fiber-broken situation that has been worried by the wastewater industry for an extended time. therefore the market of reinforced PVDF MBR features a bright future. The braided tube reinforced PVDF hollow fiber membrane is especially composed of a coated surface membrane separation layer and an inner core braided tube support material, which respectively perform functions of separation and high strength.
However, the graceful surface and high weaving density of the braided tube will cause insufficient adhesion between the 2 materials. And it’ll cause the membrane separation layer to simply peel and tear from the surface of the braided tube. As a result, the water quality is getting worse and worse, and in severe cases, it’s going to even cause failure and scrapping of the MBR elements.es
Technology Updates in Hollow Fiber Membrane Bio-reactor
Improving the bonding strength between the membrane separation layer and therefore the inner reinforced tube is that the critical technology to increase the service life of the reinforced hollow fiber membrane bioreactor. In this regard, some international companies like Japan Mitsubishi, and USA Koch have also researched and produced the reinforced PVDF hollow fiber composite membranes, all their products are with relatively high anti-peeling strength.
Hydro blue’s technology mainly uses the subsequent two aspects to enhance the reinforced PVDF hollow fiber MBR membrane.
1. Use a crocheted support tube rather than a braided support tube(Figure1). The surface of the crocheted tube is rough and filled with small through holes penetrating the inner surface of the support tube. By using the controllable infiltrated and embedded composite molding processing technology, the membrane material penetrates and is firmly embedded within the inner support layer(Figure2), which greatly enhances the adhesion between the membrane separation layer and therefore the inner support layer. Therefore, the issues of fiber-broken and fiber peeling are completely fundamental solved calls at current MBR applications.
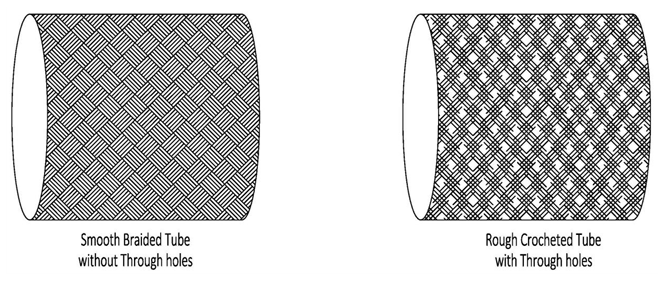
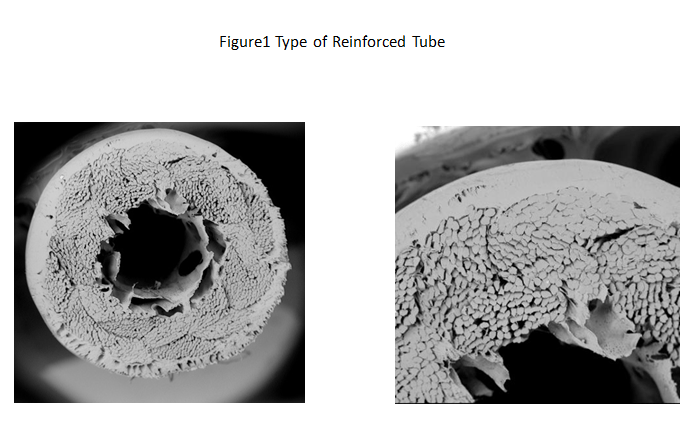
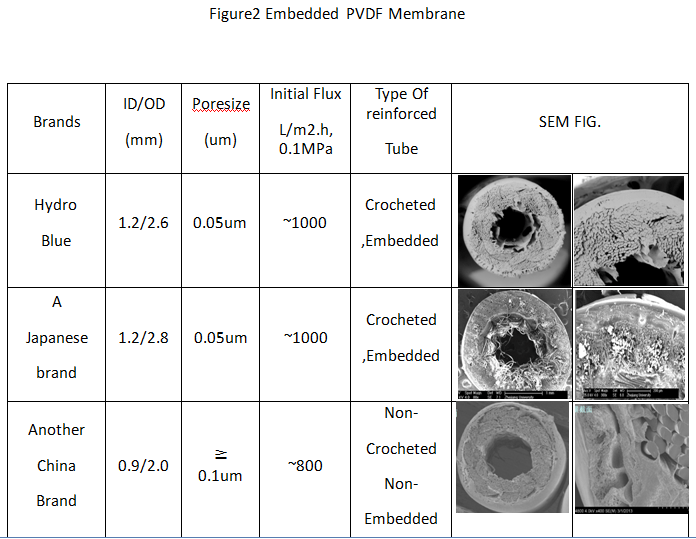
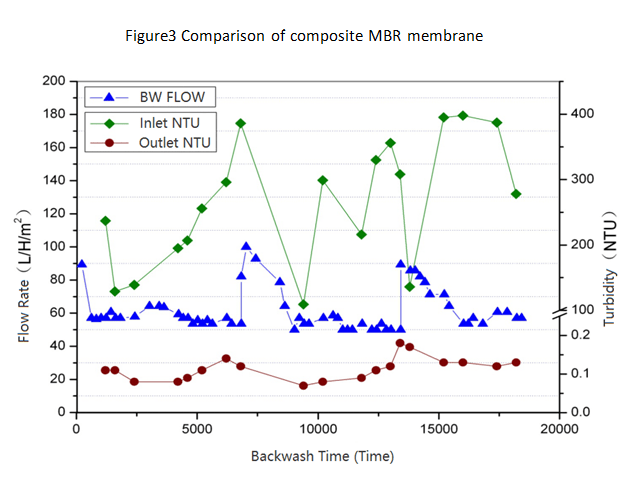
Figure4 Backwash Testing for anti-peeling
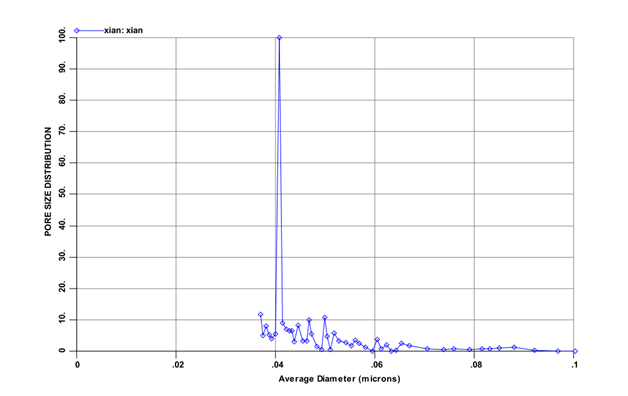
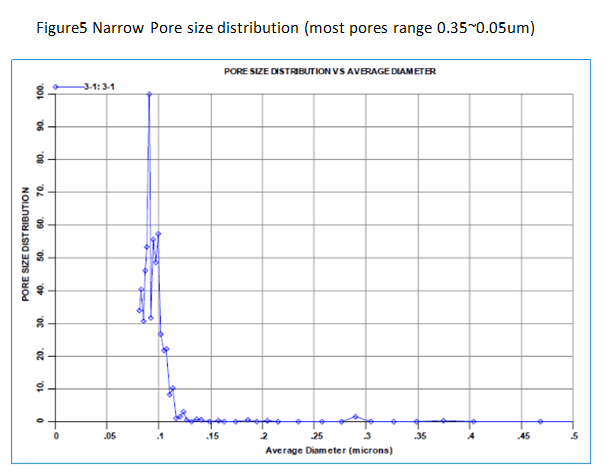
Figure6 Narrow Pore size distribution(most pores range 0.07~0.12um)

2. By using super-hydrophilic PVDF formula materials and adopting a particular and controllable processing technology of gradient pore membrane distribution, the multi-layered gradient micropore structure of the membrane cross-section and therefore the ultra-hydrophilic permeability of the membrane is realized. Which reduces the filtration resistance during MBR operation, and ensures that the membrane pores are narrowly distributed within the range of 0.04 microns or 0.1 microns. The initial pure water fluxes of the gradient PVDF membranes are often up to 1000 L/m2.h (0.1Mpa, 25oC).
Advantages of MBR technology
The combination of membranes with the activated sludge process has redefined the sewage & wastewater treatment approach, optimizing the biological treatment operation and yielding a treated effluent that’s ideal for reuse. The Key advantages in membrane technology are at the vanguard of this trend:
1. Uncoupling HRT and SRT
A significant advantage of the membrane bioreactor process is that the activated sludge is completely retained within the reaction tank. this suggests the sludge retention time (SRT) within the reaction tank is often completely controlled separately from the hydraulic retention time (HRT).
This is different from the CAS process, where the flocculant sludge that structures the biomass need to be allowed to grow in size to the purpose where they will be settled call at the secondary clarifier. In a CAS, the HRT and SRT are therefore coupled, since the floc size and thus its settlability relate to the HRT.
2. Quality effluent
The membrane’s pore size (0.04 or 0.1 µm) makes sure that the permeated effluent is of very low turbidity and significantly reduced pathogen concentration. MBR processes provide a substantially clarified and disinfected effluent of high enough quality to be discharged or reclaimed for applications like irrigation, utilities, or toilet flushing.
3. Small footprint of the plant
The retention of the solids and therefore the increase in SRT to get higher biomass solids concentrations also impacts on the plant footprint. The increased concentrations mean that an equivalent total mass of solids is contained during a smaller volume, such the footprint is smaller.
4. Better bio-treatment
the longer sludge retention times tend to supply better bio-treatment overall. The conditions encourage the event of the slower-growing microorganisms, specifically nitrifiers. MBR membrane modules are especially effective at the biological removal of ammonia (nitrification).
5. Simplest Automatic co-operation
A STP/WWTP with MBR process is often run continuously with PLC system. to urge the foremost simplest operation. We have launched standard SIEMENS PLC system and SCADA System and SMS alarm etc. you’ll control and monitor system at anywhere and anytime only with internet service and achieve an unattended work site.